Casting Polyurethane Prepolymer Casting Polyurethane Prepolymer used for making wheels, Sieve, machinery parts, sealing ring, PU rollers and other elastomers.
We provide customized products , polyester and polyether in PTMEG/PPG based materials
Casting polyurethane prepolymers involves a process where a liquid mixture of polyols and isocyanates is poured into a mold or container and allowed to cure or solidify. This process is commonly used in various industries such as automotive, construction, and manufacturing. Good Wheel Polyurethane Prepolymer,Casting Polyurethane Prepolymer,Casting Pu For Elastomers,Custom Polyether Polyurethane Prepolymer XUCHUAN CHEMICAL(SUZHOU) CO., LTD , https://www.xuchuanpu.com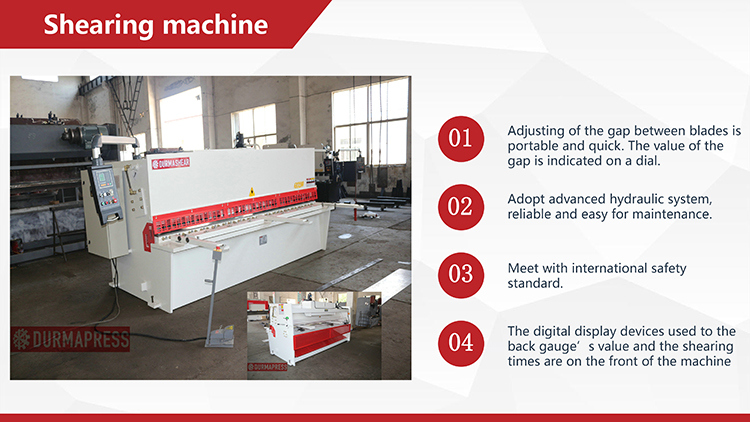


1. Product Description:
Â
1.Standard Equipment:
Estun E21S NC control systemPowered Back guage X-axisDELTA Inverter controlled back guageHIWIN Ball screws &Polished  rod with 0,05mm accuracySquaring Arm and Front Support ArmsGermany Bosch-Rexroth HydraulicGermany EMB Tubing connectorGermany Siemens Main MotorTelemecanique Schneider ElectricsHydraulic &Electrical overload protectionTop blade with two cutting edges and bottom blade with four cutting edges.(6CrW2Si)
2.safety Equipment:
Safety Standards(2006/42/EC)
1.EN 12622:2009+A1:2013
2.EN ISO 12100:2010
3.EN 60204-1:2006+A1:2009 Front finger Protection(Safety light curtain)South Korea Kacon Foot Switch(Lever 4 of Safety)Back metal safe fence with CE standardsSafety relay with Monitor the pedal switch &safety protection Â
3.Estun E21S NC control System
Â
Backgauge controlControl for general AC motors, frequency inverterIntelligent positioningDouble programmable digital outputStock counterProgram memory of up to 40 programs Up to 25 steps per programOne side positioningRetract functionOne key backup/restore of parametersmm/inchChinese/English    Â
2. Features:
 Totally EU streamlined design, Monoblock by welding robots & aparatus and stress relief process by Annealing treatment.Adopt integrated hydraulic system, more reliable and easy for maintenance. and the hydraulic system from Bosch-Rexroth, GermanyThe Hydraulic Guillotine is a Swing Beam Action machine which is produced in a variety of cutting lengths and capacity options.The distance of the backgauge is adjusted by the motor and is well adjustment is displayed by E21S with Delta inverter.Equipped with lighting-alignment, so as to align when shearing. The stroke of knife beam can be adjusted in stepless mode.Safe fence and the electric inter locker have been designed for the machine to ensure the operation safety to CE regulation. 3. Configuration:
Shearing machine specifications
Parameter
Shearing Thickness(mm)
Shearing Width(mm)
Shearing Angle
Number of stroke
Backgauge (mm)
Motor (kw)
Overall Dimensions(mm)
4*2000
4
2000
1°30'
18
20~600
4
2550*1430*1560
4*2500
4
2500
1°30'
18
20~600
4
3100*1430*1560
4*3200
4
3200
1°30'
18
20~600
5.5
3840*1680*1670
4*4000
4
4000
1°30'
15
20~600
5.5
4600*1700*1670
4*6000
4
6000
1°30'
10
20~800
7.5
6600*1900*1900
6*2000
6
2000
1°30'
18
20~600
5.5
2540*1616*1620
6*2500
6
2500
1°30'
18
20~600
7.5
3040*1616*1620
6*3200
6
3200
1°30'
14
20~600
7.5
3840*1610*1620
6*4000
6
4000
1°30'
10
20~600
7.5
4640*1705*1700
6*5000
6
5000
1°30'
10
20~600
11
5600*1950*1980
6*6000
6
6000
1°30'
10
20~600
11
6600*1950*1980
8*2000
8
2000
1°30'
14
20~600
7.5
2740*1610*1620
8*2500
8
2500
1°30'
14
20~600
11
3240*1610*1620
8*3200
8
3200
1°30'
10
20~600
11
4010*1610*1620
8*4000
8
4000
1°30'
8
20~600
11
4680*1705*1700
8*6000
8
6000
1°30'
8
20~800
18.5
6880*2210*2890
8*8000
8
8000
1°30'
6
20~800
22
8880*2250*2990
10*2500
10
2500
1°48'
12
20~600
15
3350*2050*1950
10*3200
10
3200
1°48'
10
20~600
15
4050*2050*1950
10*4000
10
4000
1°30'
8
20~800
18.5
4850*2300*2200
10*6000
10
6000
1°30'
8
20~1000
30
7020*2580*3280
12*2000
12
2000
1°30'
10
20~600
15
2820*2050*2230
12*2500
12
2500
1°30'
10
20~600
18.5
3320*2050*2230
12*3200
12
3200
1°30'
10
20~800
18.5
4020*2050*2230
12*4000
12
4000
1°30'
8
20~800
22
4850*2400*2300
12*6000
12
6000
1°30'
6
20~1000
37
7020*2680*2400
12*6200
12
6200
1°30'
6
20~1000
37
7220*2680*2400
12*8000
12
8000
1°30'
4
20~1000
45
9020*2680*2580
16*1600
16
1600
2°
8
20-800
18.5
 2400*2060*2010
16*2500
16
2500
2°
8
20~800
18.5
3300*2060*2010
16*3200
16
3200
2°
7
20~800
22
4100*2060*2200
16*4000
16
4000
2°30'
6
20~800
30
4900*2400*2300
16*5000
16
5000
2°30'
6
20~800
37
6100*2400*2300
20*2500
20
2500
2°
6
20~800
22
3440*2088*2470
20*3200
20
3200
2°
5
20~800
30
4100*2350*2610
20*4000
20
4000
2°30'
4
20~800
37
4920*2400*2690
25*2500
25
2500
3°
5
40~1000
45
3480*2410*2590
25*3200
25
3200
3°
5
40~1000
45
4180*2410*2590
25*4000
25
4000
3°
5
40~1000
45
4985*2410*2590


Service :
Price :  Give me reply, i will give you my favorable price immediately ! Â
Payment term :Â Â 30% deposit and the balance paid against copy of B/L in 3Â days .Â
Package :  Standard exporting package . Â
Operation manual and video disc :Â
When delivery machine, the related operation instruction of model will delivery together with machine. And in the instruction, there is teaching video disc .Â
After-sales service :Â
1.machine is simple, generally, user can understand how to operate. There is operation instruction  and disc .Â
2.welcome to our factory to learn how to operate our machine, we will give good training .Â
3.our engineer is available for user. If there is requirement, our engineer can go to user factory,  and adjust machine, give good training to user . 
Â
Here is a step-by-step guide on how to cast polyurethane prepolymers:
1. Prepare the mold: Clean the mold thoroughly and ensure it is free from any debris or contaminants. Apply a mold release agent to facilitate the easy removal of the cured polyurethane.
2. Measure and mix the components: Measure the desired amount of polyol and isocyanate components. The specific ratio will depend on the desired properties of the final product, which can be found in the product's technical data sheet. Pour the measured components into a clean mixing container.
3. Mix the components: Use a mechanical mixer or a high-speed drill with a mixing attachment to thoroughly mix the polyol and isocyanate components together. Make sure to mix for the recommended amount of time specified by the manufacturer to ensure complete homogeneity.
4. Degassing: After mixing, it is important to degas the mixture to remove any trapped air bubbles. This can be done by placing the mixture in a vacuum chamber and applying vacuum pressure for a specified period of time. Alternatively, a vacuum degassing unit can be used.
5. Pouring the mixture: Once the mixture is properly degassed, pour it into the prepared mold or container. Take care to avoid introducing any additional air bubbles during the pouring process.
6. Curing: Allow the poured mixture to cure at room temperature or, if necessary, in a temperature-controlled environment. The curing time will vary depending on the specific polyurethane prepolymer used and the desired hardness or flexibility of the final product. Follow the manufacturer's recommendations for curing time and temperature.
7. Demolding: After the polyurethane has fully cured, carefully remove it from the mold or container. Use caution to prevent any damage to the cured part.
8. Post-curing (optional): Depending on the specific polyurethane prepolymer used, post-curing may be required to optimize the material's properties. This can be done by subjecting the cured part to elevated temperatures for a specific period of time.
It is important to note that casting polyurethane prepolymers requires proper safety precautions, such as wearing appropriate personal protective equipment (PPE) and working in a well-ventilated area. Always follow the manufacturer's instructions and guidelines for handling and working with polyurethane prepolymers.
Model NO.: QC12Y-6*3200mm
Cutting Width: 3200mm
Power: 380V/50Hz/3phase
Power Sourcepower Source: Hydraulic Pressure
Name: Sheet Metal Shearing Machine
Trademark: Durmapress
Transport Package: Steel Wire and Plastic Film
Specification: 3840*1610*1620mm
Origin: China Mainland
HS Code: 8462399000